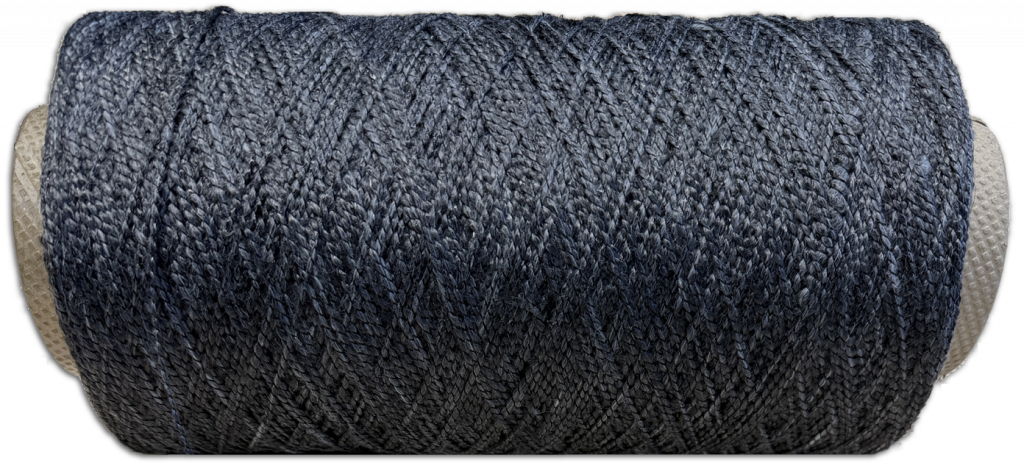
The draw frame sliver is fed to a spindle on the spinning machine. In the drafting system, the sliver is drawn again to the desired yarn count. Numerous scientific studies have shown that the wrap spinning process is the most suitable spinning process for carbon fibre. After the drawing process, the fibres pass through a hollow spindle and are wound around by a filament. The filament ties the carbon fibres together to form the yarn, which is wound directly onto a bobbin.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}